天使の取り分
November 16, 2017

先日、「株式会社ベンチャーウィスキー」様の秩父蒸留所見学にお邪魔させていただきました。業界関係者でなければなかなか入れない蒸留所の製造工程を、今回特別に見学させていただくことができました。

株式会社ベンチャーウィスキー 秩父蒸留所とは、羽生蒸溜所創始者の孫である肥土伊知郎(あくといちろう)氏が創業した小さな蒸溜所です。2008年2月に稼働を始め、秩父の風土に根ざしたシングルモルトウイスキーづくりが行われています。ブランド名は肥土氏の名前を冠した「イチローズ・モルト」。小さな蒸留所とはいえ、世界では珍しい日本古来の木「ミズナラ」の樽で発酵させたその個性的で本格的なフレーバーは、わずか数年で世界的に広まりました。まさに「現代のマッサン」として、ウィスキー通の間では有名な存在です。
以前もブログでご紹介しましたが、弊社代表猪又は無類のシングルモルトウィスキーファン。それも、一般的な飲み口のよいウィスキーよりも、スモーキーでクセの強い銘柄を好んで飲みます。なので、このイチローズ・モルトは、猪又の大好物でもあります。

イギリスの『ウイスキーマガジン』のジャパニーズモルト特集で最高得点の「ゴールドアワード」に選ばれたり、2012年に同社蒸留した最初のモルトウイスキー「秩父 ザ・ファースト」がジャパニーズウイスキー・オブ・ザ・イヤーを受賞するなど、ここ数年で世界的なウィスキーブランドとして名前が知られるようになったイチローズ・モルトですが、まだまだ年間生産能力は極小。本場スコットランドの有名スコッチブランドのわずか2~3日分の生産量に過ぎません。小さな体育館ほどの工場内に精麦機、発酵樽、蒸留窯、瓶詰機などが所狭しと並んでいます。



製造工程をすべてお伝えするのはここでは難しいので、ポイントだけご紹介。まず、発酵させた麦汁が送られるのが、こちらの単式蒸溜釜(ポットスティル)。秩父蒸留所はこの2基のみで、この形状は蒸留所が生み出すテイストによって様々。それが各蒸留所の個性になっており、魔法のランプのようなこの形はベンチャーウィスキーの顔ともいえます。ちなみに、ポットスティルはフルオーダーで手打ち銅製。とても美しいです。この2基の役割分担は明確で、まず左側のウォッシュスティルで一度蒸溜されたものを右側のスピリットスティルで再溜し、出来上がったスピリッツのいい部分、これをミドルカット(ハートとも呼ぶ)といいますが、そのミドルカットの部分だけを熟成させるということで独特のフレーバーをつくります。

イチローズ・モルトの製法で最大の特徴はここから。ウィスキーの味は、先ほどのスピリットのいい部分の仕分け、つまり、どこからがハートなのかを見極めることが非常に大事な作業になります。一般的なスコッチ蒸留所では、温度をはじめとする様々な数値を元に決められたタイミングで蒸留窯を移動させるのですが、イチローズ・モルトの場合は、なんと「人間の嗅覚」を頼りにします。スティルマンと呼ばれるエキスパートがノージング(嗅ぎ分け)することで見極めを行っている点が最大の違い。まさに職人技。そういう人間的なところに魅力を感じてしまいます。家づくりにも通じる部分ですね。

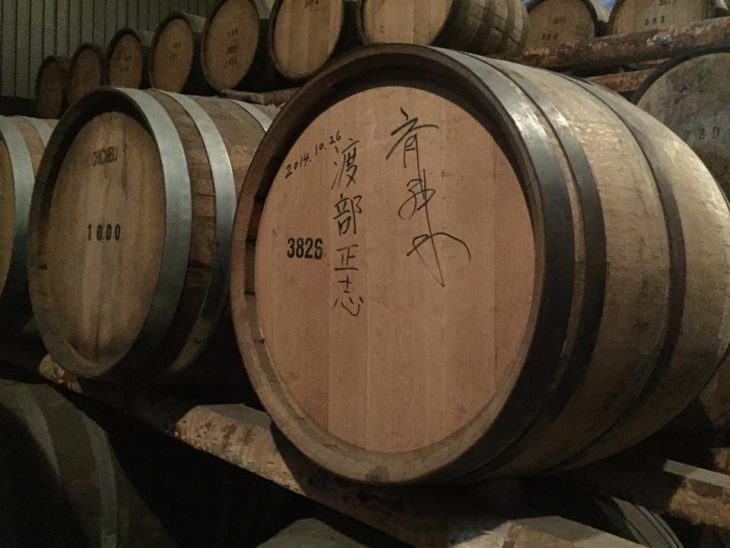
ところで、ウィスキーを熟成する過程では、年間に数%の割合で中身が蒸発しますが、そのことを通称「天使の取り分」あるいは、「天使の分け前」と呼んでいます。それは、天使たちがいいお酒になるようにとその樽に魔法をかけてくれる代わりに、ほんの少し天使たちがおすそ分けをもらうという、なんとも夢のある考え方に由来しています。その天使の取り分ですが、本場スコットランドでは、平均2%。それに対し、ここ秩父蒸留所のイチローズ・モルトの樽からは毎年3〜5%が消えていくということです。秩父の天使はやや飲んべえらしいですね(笑)
蒸留所と貯蔵庫の視察の後、最後はお楽しみの試飲です。ちなみに、商品化されているものの大半はアルコール度数40度以上。製品化の前のNEWポットのサンプルに至っては、60度以上。何も知らずにワインのようにグビッっとやってしまった人たちは、みんな咽び込んでいました。やはり、分を超えた取り分を口にすると天罰が下るようです。秩父の天使さんたちもさぞかし笑っていることでしょう(笑)


ステキな時間をありがとうございました。
|上越・糸魚川・妙高の工務店|カネタ建設|自然素材の注文住宅|木の家づくり|キノイエ|小さな邸宅|最高の地元ライフ|
 最新の記事
最新の記事 月別ブログ記事
月別ブログ記事 カテゴリー
カテゴリー